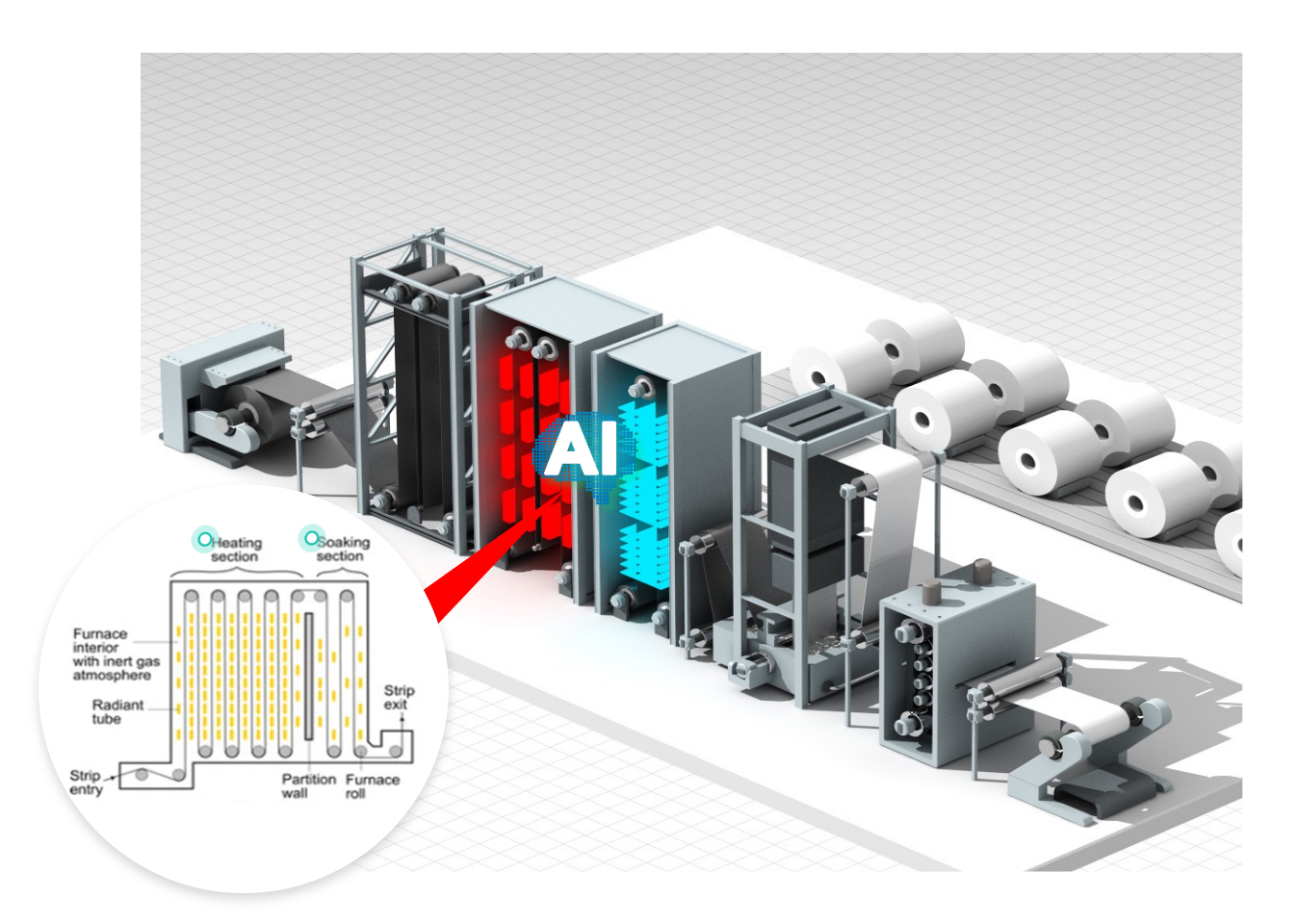
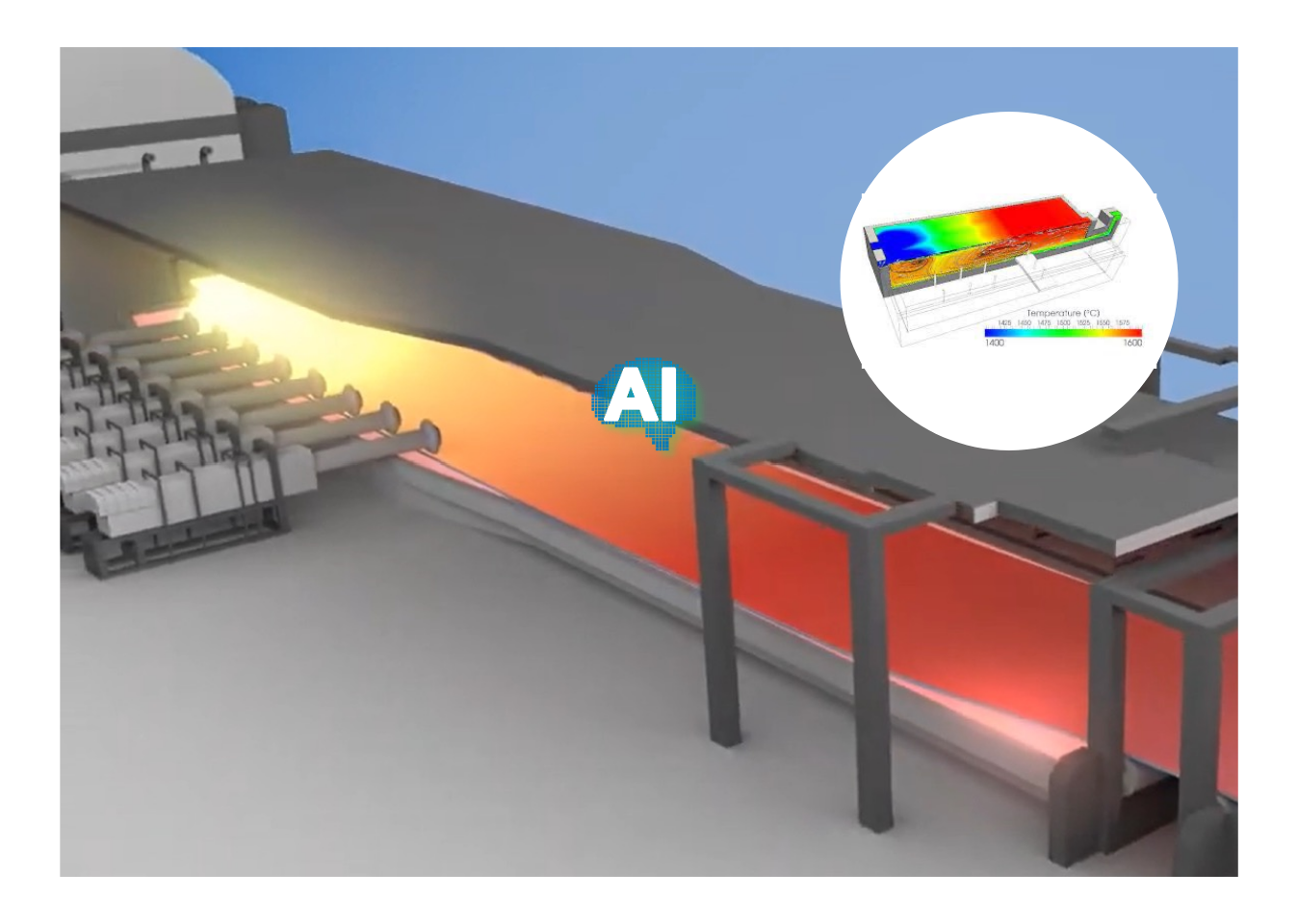
連続溶融亜鉛めっき工程加熱炉
品質競争力強化
AS-IS
•
運転条件の変更による物性の確認が難しく、不良確認まで2~3時間所要
•
規格化された運転方式がないことによる作業者ごとの運転方式の違い
•
スピード変更による加熱炉設定温度制御の難しさ
INFINITE OPTIMAL SERIES™
•
運転条件によるリアルタイム物性予測及び加熱炉区間温度予測
•
加熱工程温度制御自動化
T0-BE
•
鋼種別の目標設定値と実測値の誤差を減らすことで製造品質向上
•
作業者別の運転技術の格差の減少
•
LNG使用量減少
主要データ
•
物性目標値、速度、時間、生産量等
※ 実際の導入時に必要なデータは異なる場合があります。




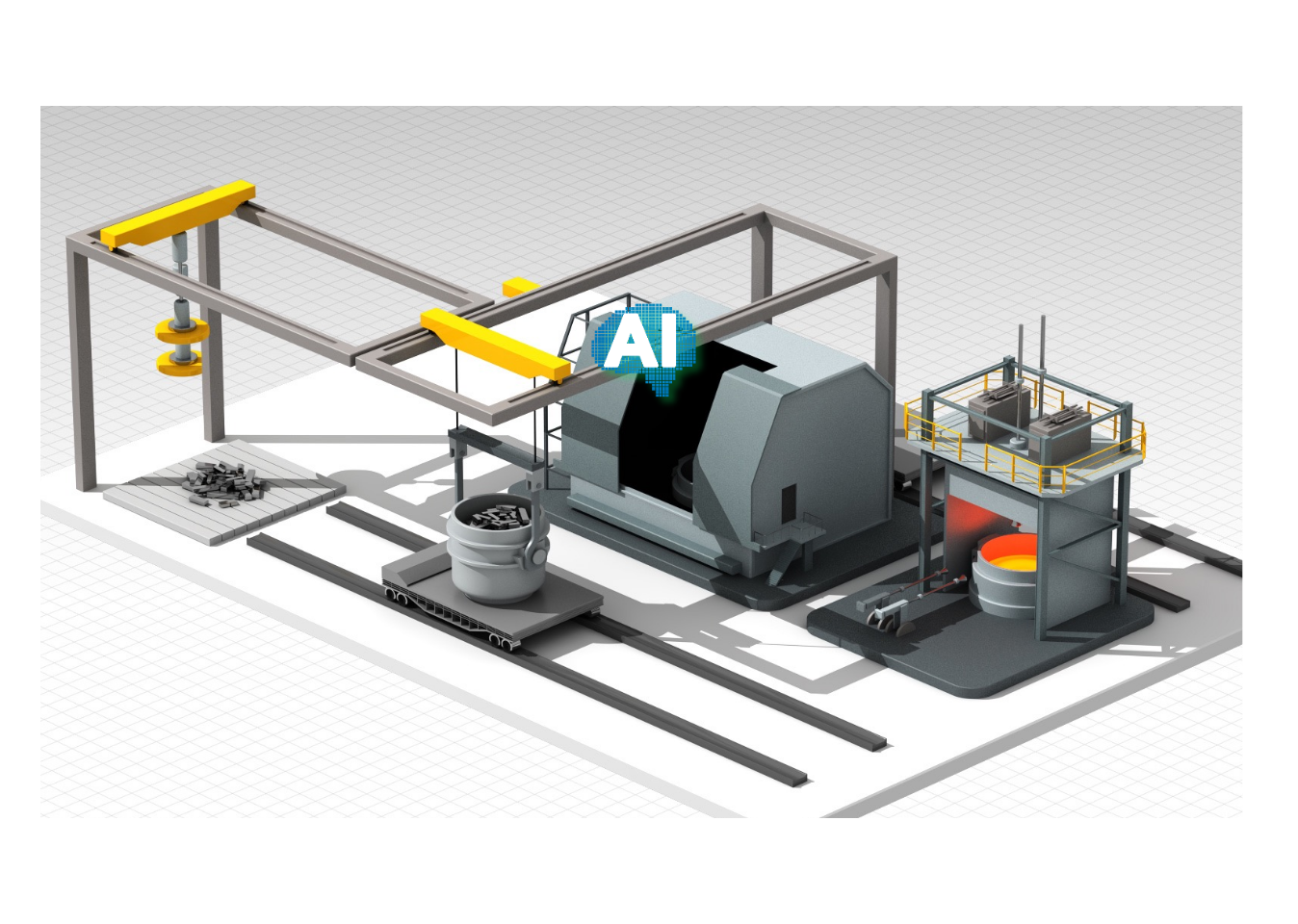
製鋼工程電気炉
生産性の向上と電力使用量の減少
AS-IS
•
溶解炉内部の目標温度を維持するための最適な燃料投入量の把握が困難
•
溶出量が大きく変動する場合、不良品生産を避けるため過度な燃料及び電力使用
INFINITE OPTIMAL SERIES™
•
溶出量変動による適正温度維持及び燃料投入量制御
T0-BE
•
溶解炉の内部温度平坦化
•
溶出量変動時の温度制御の事前対応
•
燃料投入量節減
主要データ
•
溶出量(生産量)、原材料量、ガラスくず投入率、外部温度など
※ 実際の導入時に必要なデータは異なる場合があります。


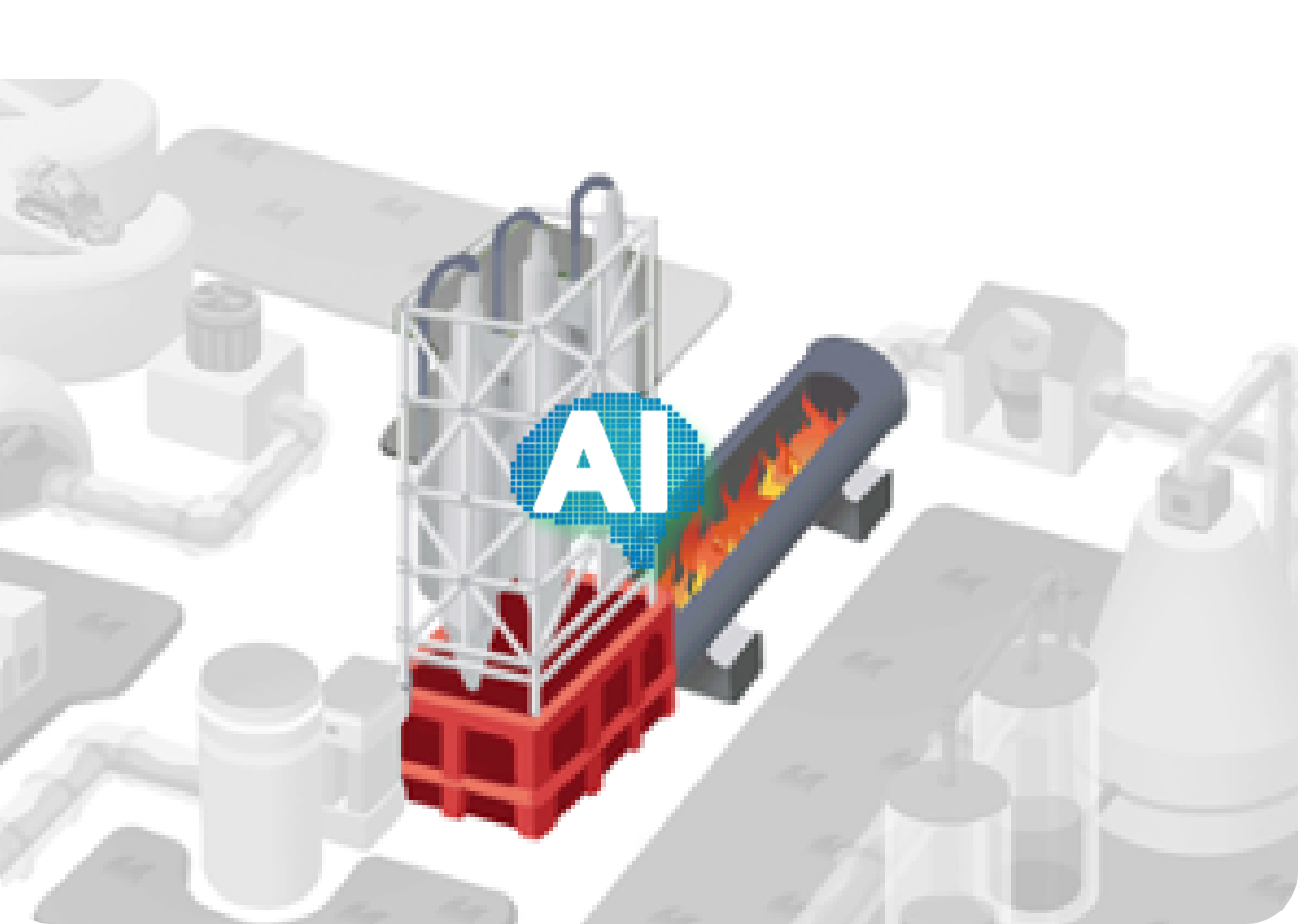
セメント製造工程焼成炉
石炭使用量減少および代替燃料使用比率の増加
AS-IS
•
石炭使用時の炭素排出量過多問題
•
炭素発生過多を解決するための代替燃料使用時における熱量制御が難しく、
期待したほど石炭使用量を減らすことができない
•
代替燃料量を増やす場合、熱量変動が激しく品質制御が困難
INFINITE OPTIMAL SERIES™
•
代替燃料の使用率を増やしながら安定した熱量制御
T0-BE
•
生産性と品質を維持し向上させながら、従来に比べて代替燃料の使用量を増やし、
石炭使用量を減少させる
•
炭素発生量の低減
主要データ
•
予熱室温度、原料及び燃料投入量、排気ガス濃度等
※ 実際の導入時に必要なデータは異なる場合があります。

ガラス 生産工程
生産量の安定化と燃料使用量の減少
AS-IS
•
溶解炉内部の目標温度を維持するための最適な燃料投入量の把握が困難
•
溶出量が大きく変動する場合、不良品生産を避けるため過度な燃料及び電力使用
INFINITE OPTIMAL SERIES™
•
溶出量変動による適正温度維持及び燃料投入量制御
T0-BE
•
溶解炉の内部温度平坦化
•
溶出量変動時の温度制御の事前対応
•
燃料投入量節減
主要データ
•
溶出量(生産量)、原材料量、ガラスくず投入率、外部温度など
※ 実際の導入時に必要なデータは異なる場合があります。
POE工程
品質向上と生産量最適化
AS-IS
•
リアルタイム計測が難しく物性確認まで時間遅延発生
•
物性確認に時間を要する間、リアルタイム品質制御(安定化)が困難
INFINITE OPTIMAL SERIES™
•
リアルタイム予測を通じて目標3種物性達成及び安定化
T0-BE
•
原料投入量に基づく製品の物性リアルタイム予測
•
作業者の技術による製品品質偏差の減少
•
従来比1日生産量0.5%増加
主要データ
•
原料投入量、反応器内部温度、酸素量、運転条件、反応物質比率
※ 実際の導入時に必要なデータは異なる場合があります。

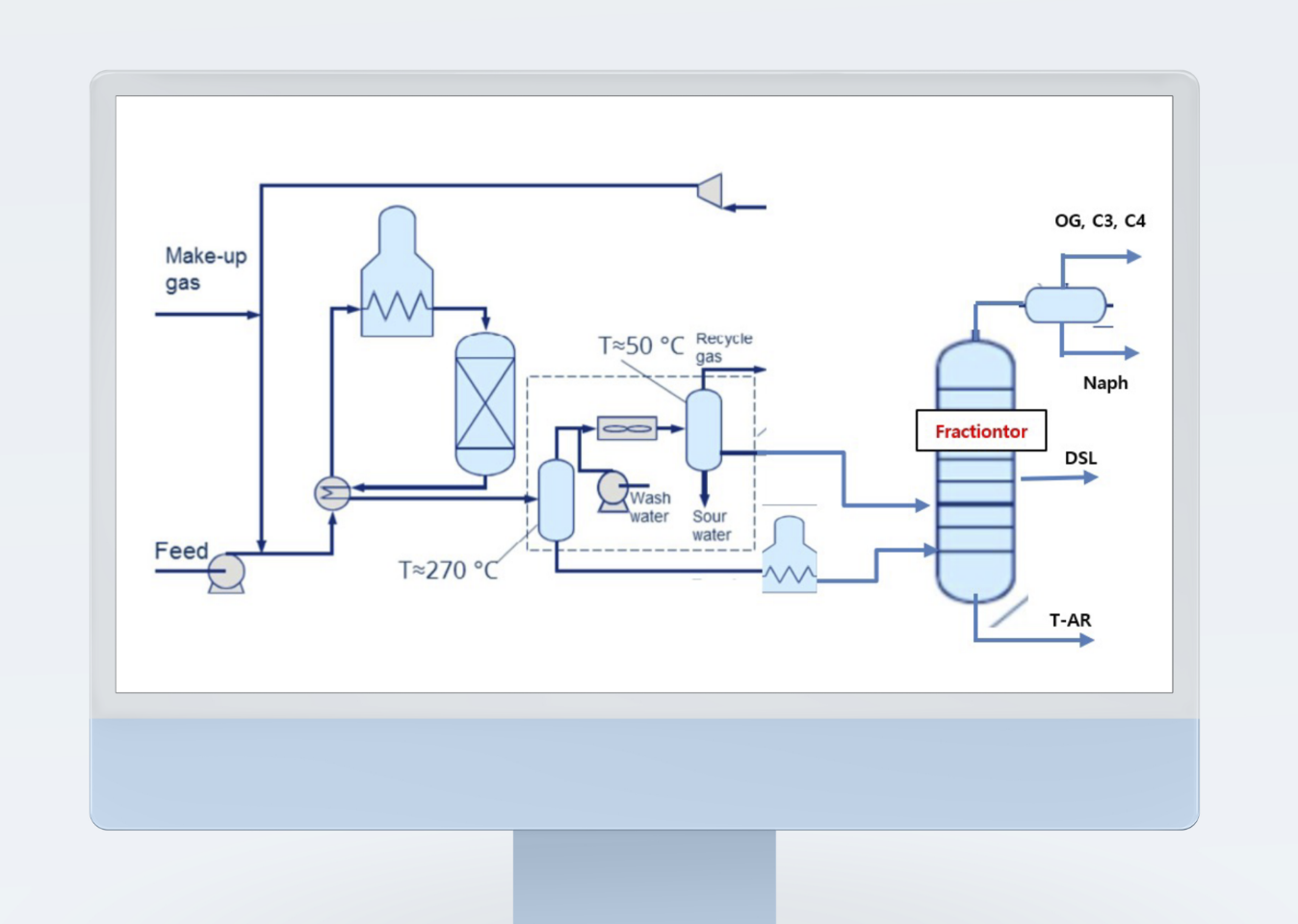
残渣油水素化脱硫工程(RHDS)
品質改善および生産効率向上
AS-IS
•
サンプル採取、品質分析結果確認まで時間が必要
•
分析結果の確認までリアルタイム制御の難しさ
INFINITE OPTIMAL SERIES™
•
主要製品(ディーゼルなど)の品質予測により品質改善及びユーティリティ使用量の減少
T0-BE
•
品質確認所要時間の短縮
•
従来使用していた予測モデルの性能に比べて予測誤差が75%減少
•
目標品質の維持による生産性の向上とユーティリティコストの最適化
主要データ
•
蒸留塔内部温度、特定区間温度及び流量(処理量)等
※ 実際の導入時に必要なデータは異なる場合があります。
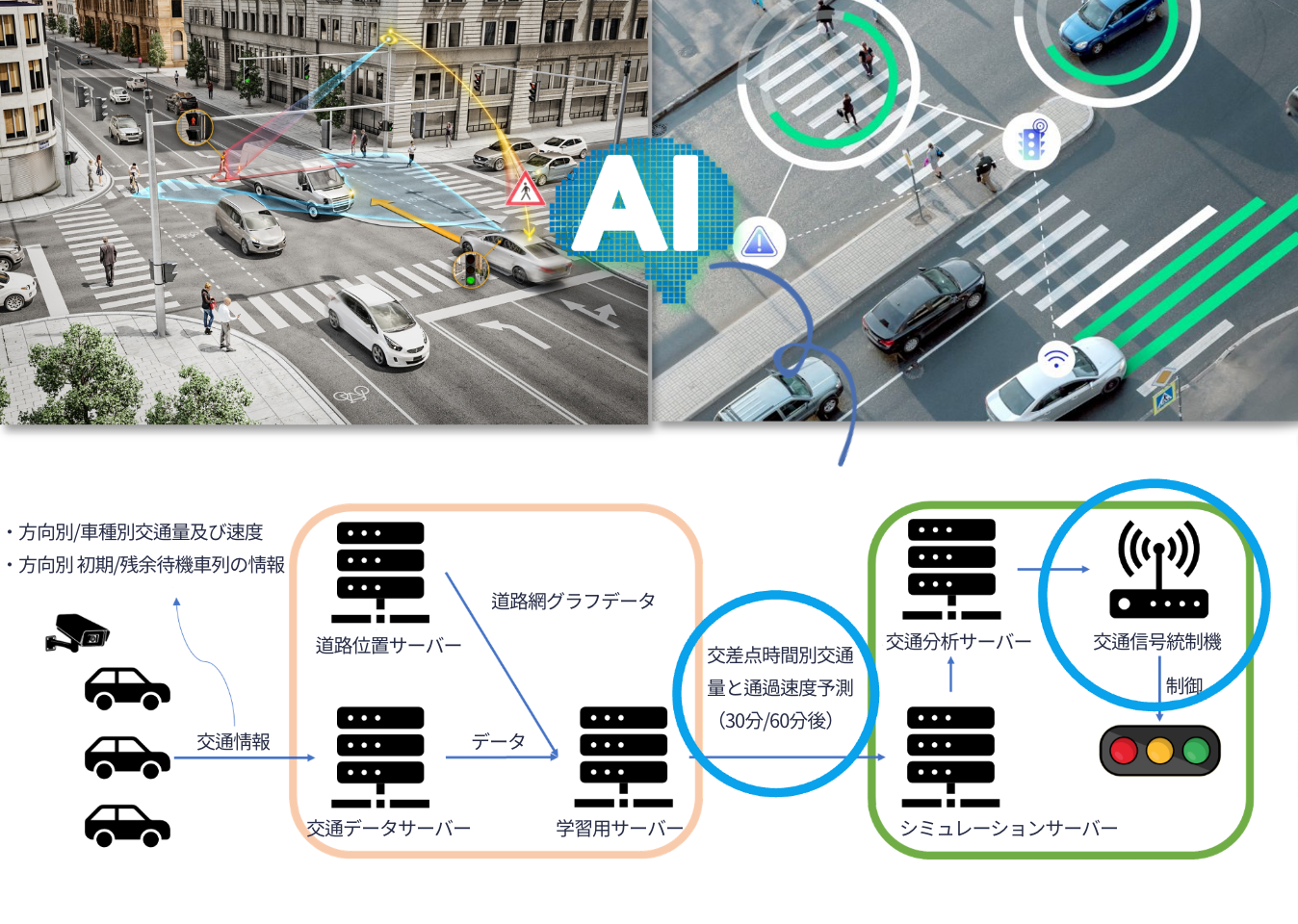
スマートシティ
京畿道OO市13道路を軸とする慢性渋滞区間の交通渋滞予測および信号最適化
AS-IS
•
ソウルと仁川を行き来する通勤車両による特定時間の交通量増加により慢性的に渋滞区間が発生
INFINITE OPTIMAL SERIES™
•
交通渋滞の事前予測·制御による慢性的な渋滞区間の交通の流れを緩和
T0-BE
•
交差点信号時間最適制御によるソリューション適用区間の一日の交通量4.72%増加
•
交差点信号時間の最適化及び可視化
主要データ
•
交差点の構造、信号情報、通過交通量、車両移動速度、待機車両数など
※ 実際の導入時に必要なデータは異なる場合があります。

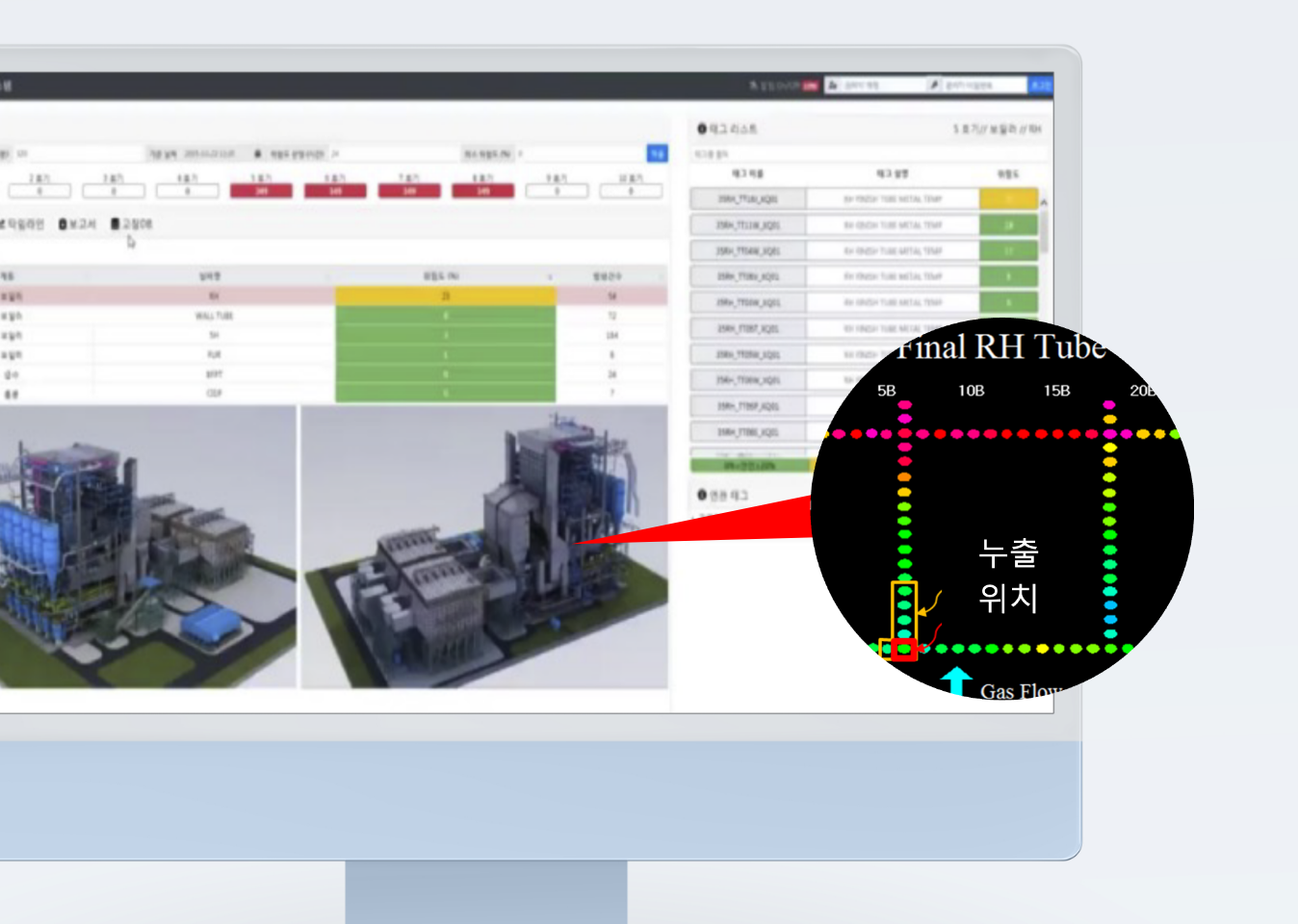
発電
火力発電所ボイラーチューブ漏水早期検知|設備の健全性管理(PHM)
AS-IS
•
音響センサーデータに基づいてチューブの漏水を感知しているが、正確度が低く、
微細破裂による漏水探知は不可能
INFINITE OPTIMAL SERIES™
•
突然の事故発生、設備稼動中断による損失予防
T0-BE
•
ボイラーチューブ漏水、既存のBTLDに比べ62時間早期感知
•
音で感知した時に発見できなかった微細チューブの破裂検出に成功
•
ボイラー全般の運営効率を改善
主要データ
•
ボイラー温度、燃料及び空気投入量等
※ 実際の導入時に必要なデータは異なる場合があります。